
Desenrollador pasivo -----> Alimentación de guías ------> Perfilado ------> Cizalla hidráulica-----> Mesa de descarga
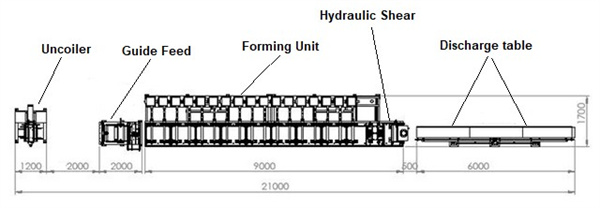
III. Componentes de la línea de máquinas:
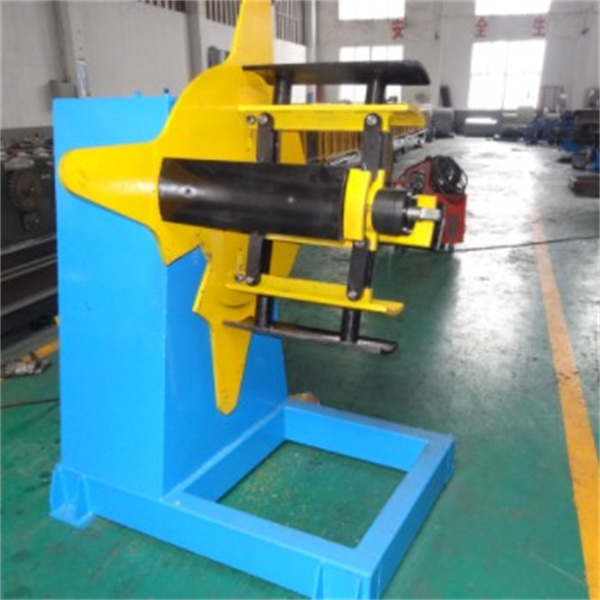
1) Alimentación pasiva, apriete manual
2) Capacidad de carga del desenrollador : 5 T
3) Diámetro interior del rodillo de soporte : Φ508
4) Ancho de rollo aplicable: 0-500mm
1) Marco de alimentación de la guía de la máquina formadora: volante lateral
2) Conformación de la máquina formadora: Transmisión de la caja de cambios Torii
3) Número de estaciones de formación: 16 estaciones
4) Diámetro del eje: 80mm
5) Potencia del motor de la formadora 15 KW
6) Velocidad lineal de la máquina formadora 0-15m\min
7) El marco adopta: soldadura de viga I
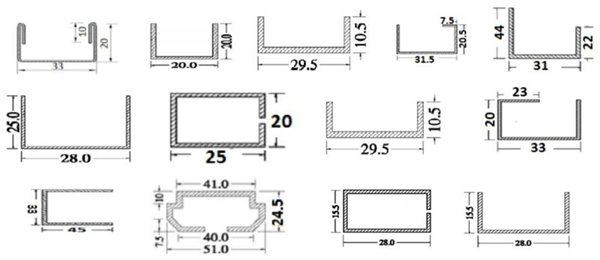
8) Espesor de laminación : 0.8-3mm
9) Tamaño de la longitud: 10m ± 1.5mm
10) Material de los rodillos: Gcr15 (templado) dureza 58-60° (6 sets de ruedas)
11) Material de la cuchilla: Gcr12mov
12) Cabezal de corrección turco: garantiza eficazmente la rectitud del product

3.Cizalla hidráulica:
Material del molde de formación y cizallamiento : Cr12M0V
Método de tratamiento térmico de la cuchilla de cizalla : tratamiento de temple (HRC58-62)
Potencia del sistema hidráulico: 11KW (circuito simple)
Bomba de aceite de la estación hidráulica: bomba de paletas
Motor hidráulico: 5.5 K
4.Mesa de descarga:
4.Unloading Table:
1) Soldadura de tubo cuadrado y decapado

| S No | Nombre del equipo | Cantidad |
| 1 | (5 T) Decoiler pasivo | 1 set |
| 2 | Unidad de formación | 1 set |
| 3 | Rollo | 6 sets |
| 4 | Mesa de descarga | Una pieza |
| 5 | Estación hidráulica | 1 set |
| 6 | Sistema de control por ordenador | 1 set |
IV.Foto de la máquina
| Materia prima | Tipo | Chapa galvanizada |
| Espesor | 0.8-3 mm | |
| Rendimiento | velocidad | Máx. 15m/min |
| Desenrollado | Tipo | Hidráulico |
| Capacidad | 5 T | |
| Máquina principal | Estación de bobinas principal | 16 |
| Unidad principal | Motor hidráulico o servomotor | |
| Tipo de transmisión | Caja de cambios | |
| Corte | Tipo de cortador | Hidráulico |
| Material del cortador | Cr12 |


