
Desenrollado pasivo → Alimentación de la guía → Formadora → Corte hidráulico → Descarga.
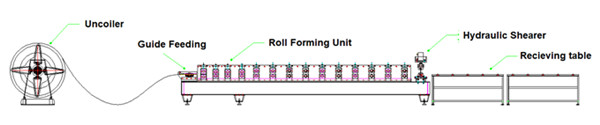
III. Componentes de la línea de máquinas:
(1) Desenrollador : Alimentación pasiva, Expansión manual
(2) Peso de carga : 4 T
(3) D.I. de la bobina del desenrollador : 508mm
(4) Rango de enrollado : 450-540mm

(1) marco principal: Acero de alta calidad después de soldar y templar
(2) Tipo de bastidor de alimentación de pellizco: Tipo de rodillo lateral
(3) 2 rodillos de pellizco, 7 rodillos de nivelación
(4) Diámetro del rodillo de nivelación: aproximadamente 70mm
(5) Material del rodillo de nivelación: 40Cr de alta calidad
(6) Tipo de tratamiento térmico del eje de nivelación: tratamiento de enfriamiento superficial de alta frecuencia
(7) Tipo de máquina formadora: accionamiento por cadena de la placa de pared

(8) Material del eje: Tratamiento de temple y revenido de 40Cr (HB220-260)
(9) Diámetro del eje : Φ70 (Rodamiento Harbin)
(10) Potencia del motor de la máquina formadora: 11 KW (reductor de superficie endurecido)
(11) Velocidad de la línea de la máquina formadora : 0-15 m\min (excluyendo el tiempo de corte)


(12) Rodillo (Estaciones) : 15 n.
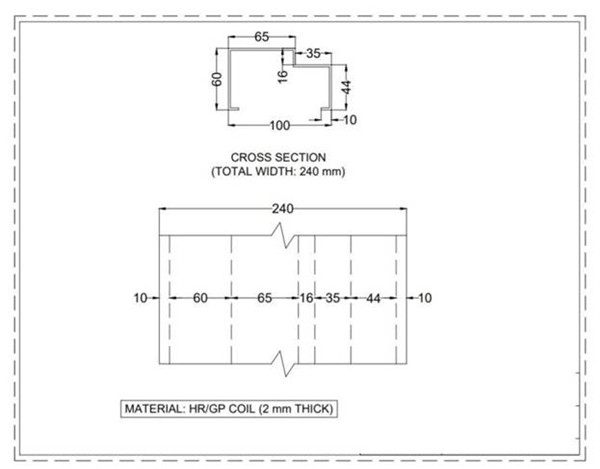
(13) Espesor : (1.5-2) mm
(15) Límite de longitud: ±1.5mm
(16) Molde de formación de rollos : 1 set
(17) Material del rodillo : Gcr15 tratamiento de temple (HRC58-62)

(18) Método de corte: corte hidráulico después de la formación
(19) Potencia de la estación hidráulica: 5,5 KW
(1) Tamaño de la mesa de descarga: 2000mm x 2 piezas
(2) Estructura de la mesa de descarga: Estructura de rodillos, soldadura de acero en ángulo, sin potencia.

| Materia prima | Tipo | Chapa galvanizada |
| Espesor | 1.5-2mm | |
| Rendimiento | velocidad | Máx. 15m/min |
| Desenrollado | Tipo | Ampliación manual |
| Capacidad | 4T | |
| Máquina principal | Estación de bobinas principal | 15 |
| Unidad principal | Motor hidráulico o servomotor | |
| Tipo de transmisión | Cadena | |
| Corte | Tipo de cortador | Hidráulico |
| Material del cortador | Cr12 |


