
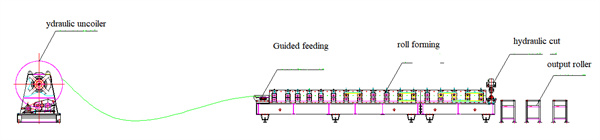
Desenrollado automático → Alimentación de guías → Formación de rollos → Cizalla hidráulica → Mesa de descarga.
III. Componentes de la línea de máquinas

1) Marco principal: Acero de alta calidad después de soldar y templar

2) Tipo de guía de alimentación: rodillo lateral
3) Tipo de máquina formadora : transmisión por cadena de tableros
4) Marco de alimentación de guía : Tipo de rueda manual lateral
5) Tipo de pared con cadena de transmisión
6) Tratamiento de temple y revenido (HB220 - 260)
7) Tratamiento de temple y revenido Φ95 (Harbin Bearing)

8) Potencia del motor de la formadora : 2 * 18,5 KW
9) Velocidad de la máquina formadora : 0-15 m/min
10) Estaciones de formación de rollos : 28 estaciones
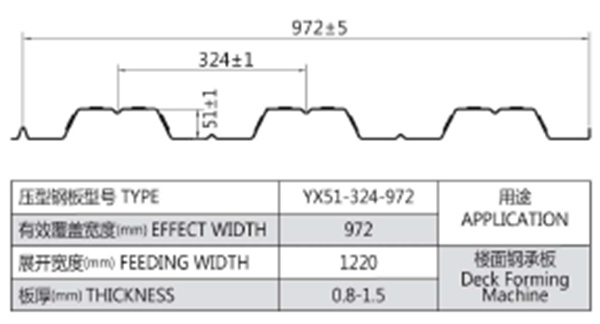
11)Espesor : (0.8 - 1.5) mm
12) Longitud de corte : ±1,5 mm
13) Material de los rodillos : Acero 45
13) Material de los rodillos : Acero 45
1) Forma de corte : Corte hidráulico
2) Material de la cuchilla de corte: Cr12M0V
3) Método de tratamiento térmico de la cuchilla de corte: Tratamiento de enfriamiento (HRC58-62)

4) Motor de la unidad hidráulica : 7,5 KW
5) Bomba de aceite hidráulico : bomba de engranajes

(1) Tamaño de la mesa de descarga : 2000mm x 2 piezas
(2) Estructura de la mesa : Estructura de rodillos, soldadura de acero en ángulo, sin alimentación.

Imagen de la máquina: (solo para su referencia)
IV Estructura del equipo:
La máquina principal se compone de desenrollador automático, formador de rodillos (Incluyendo alimentación de guía, corte hidráulico y mesa de descarga), sistema hidráulico, sistema de control electrónico, etc.
| Materia prima | Tipo | Chapa galvanizada |
| Espesor | 0.8-1.5 mm | |
| Rendimiento | velocidad | Máx. 15m/min |
| Desenrollado | Tipo | Hidráulico |
| Capacidad | 5 T | |
| Máquina principal | Estación de bobinas principal | 28 |
| Unidad principal | Motor hidráulico o servomotor | |
| Tipo de transmisión | Cadena | |
| Corte | Tipo de cortador | Hidráulico |
| Material del cortador | Cr12 |


