
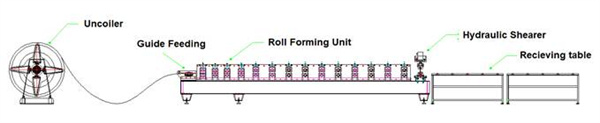
Descarga pasiva -----> Alimentación de guías -----> Perfilado -----> Cizallado hidráulico -----> Mesa de descarga.
III. Datos del componente principal:
iii. Diámetro interior del desenrollador : 508mm

1) Marco: tratamiento de templado después de la soldadura de acero de alta calidad.
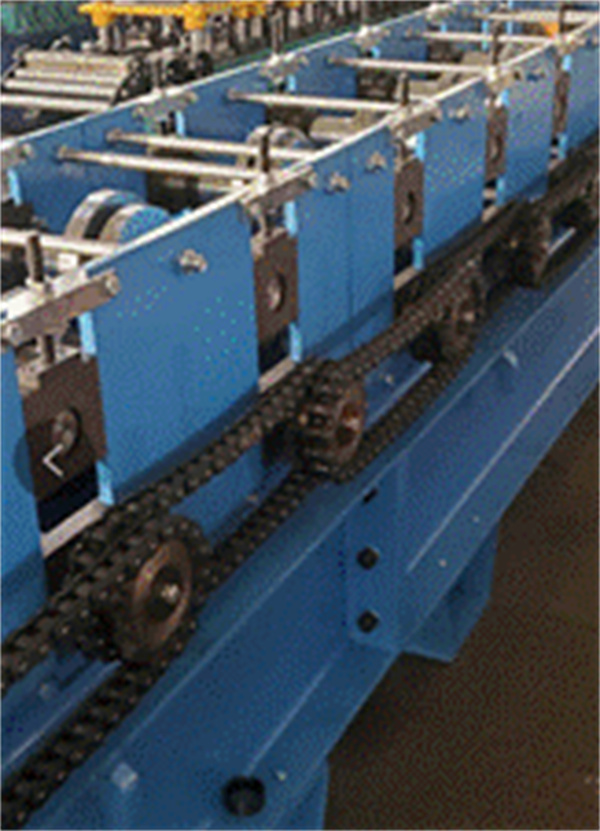
2) Conformación de la máquina formadora : accionamiento de la cadena de la placa de la pared

3) Material del eje : tratamiento de temple y revenido de 40Cr (HB220-260)
4) Diámetro del eje : Φ65 (rodamiento Harbin)
5) Potencia del motor de la máquina formadora: 7.5KW (reductor de engranajes duros)
6) Velocidad lineal de la máquina formadora: 0-20 metros/min (excluyendo el tiempo de corte)
7) Número de pases de formación: 14 (incluyendo el rodillo de estampado)
8) Espesor: 0.55-1.0mm (acero G550)
9) Anchura del material enrollado: la anchura real de la máquina de prueba
10) Fijación de la longitud : ± 1mm
11) Material del rodillo : tratamiento de temple Gcr15 (HRC58-62)
12) Cromado duro del rodillo : ≥ 0,05mm


El anfitrión del equipo se compone de la máquina desenrolladora pasiva, el anfitrión de formación de rollos (incluyendo la alimentación guiada, el mecanismo de corte hidráulico), la plataforma de descarga, el sistema hidráulico, el sistema de control electrónico, etc.
En el procesamiento de las piezas de rollo del equipo intervienen máquinas de procesamiento como los tornos CNC, que garantizan eficazmente la precisión del mecanizado de las piezas y los componentes, y emplean varios equipos de proceso y equipos de prueba para garantizar la precisión del montaje del equipo.
| Materia prima | Tipo | Chapa galvanizada |
| Espesor | 0,55-1mm | |
| Rendimiento | velocidad | Máx. 20m/min |
| Desenrollado | Tipo | Manual |
| Capacidad | 3 T | |
| Máquina principal | Estación de bobinas principal | 14 |
| Unidad principal |
| |
| Tipo de transmisión | Cadena | |
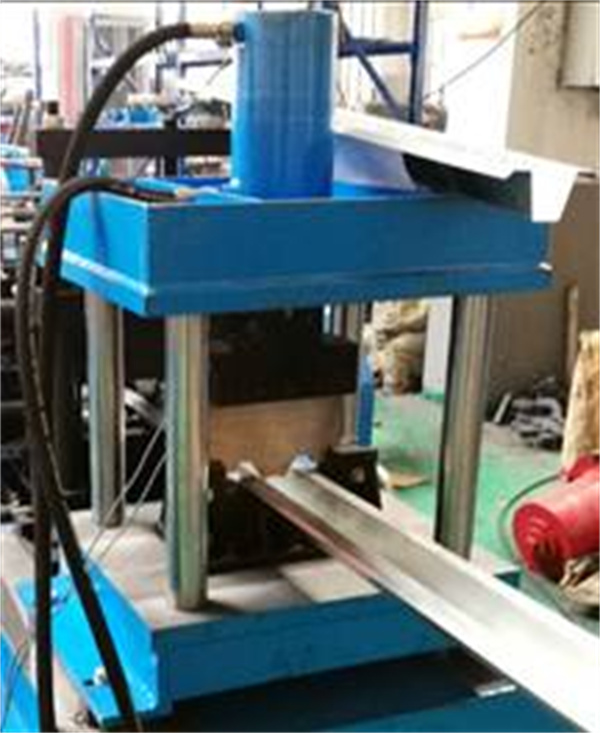
| Corte | Tipo de cortador | Hidráulico |
| Material del cortador | Cr12 |


