
Desenrollado pasivo ----> Alimentación de guías ----> Pellizco y nivelación ----> Formación de rollos -----> Corte hidráulico de longitud fija (servo seguimiento) -----> Descarga
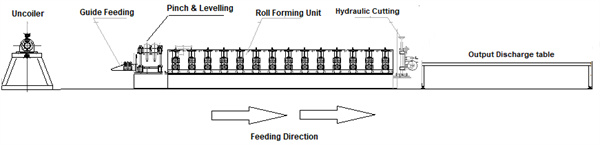
III. Componentes principales de la línea de máquinas
1) Desenrollador:

2) Aplanadora y formadora:

iii. Pellizco de dos rodillos, nivelación de siete rodillos

vii. Forma de la máquina formadora: transmisión por cadena estilo torii de hierro fundido
viii. Material del eje : tratamiento de temple y revenido de 40Cr (HB220-260)
xii. Número de carriles de moldeo : 16 carriles
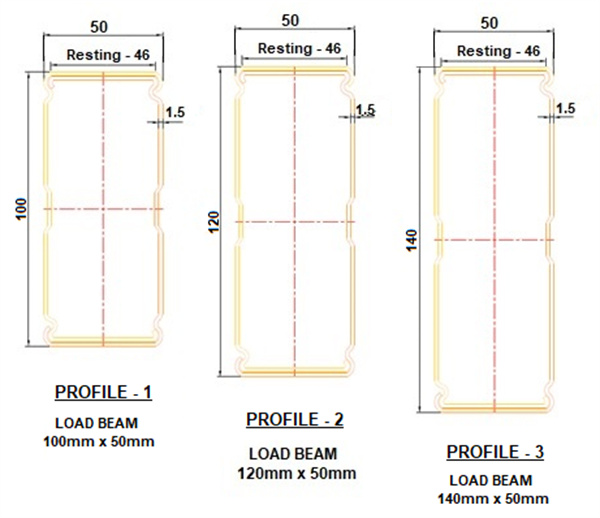
xiii. Espesor de laminación : 1,5 mm
xiv. Anchura de despliegue del material laminado : prevalecerá la anchura real de la placa de la máquina de ensayo
xvi. Molde de formación de rollos : 1 set (las especificaciones de los diferentes anchos se completan sustituyendo la lanzadera) - (100x50mm / 120x50mm / 140x50mm)
xvii. Material del rodillo : Gcr15 tratamiento de temple (HRC58-62)
xviii. Cromado duro del rodillo : ≥ 0,05mm
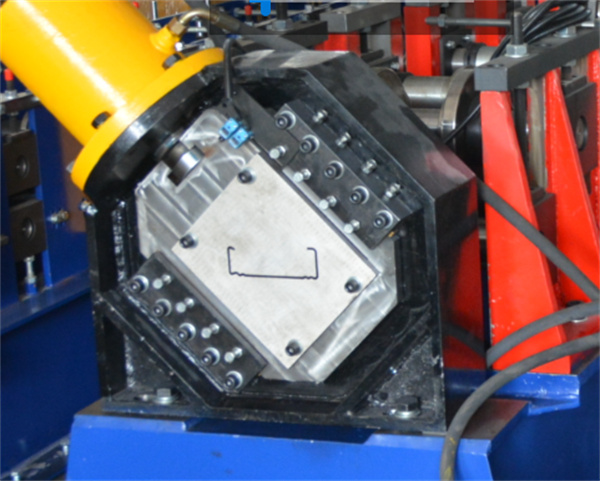
xix. Método de cizallamiento : corte hidráulico después de la conformación (Servo tracking)
xxi. Cuchilla de corte : 3 sets (1 set para cada perfil)
xxii. Material de la cuchilla : Cr12mov (HRC58-62)
xxiii. Potencia del sistema hidráulico : 7,5 KW
xxiv. Tensión de la electroválvula : 24V (tensión de seguridad)

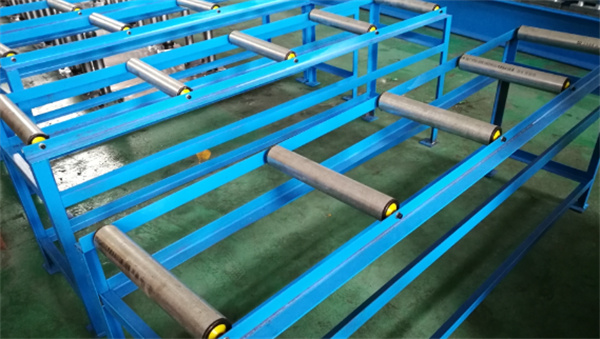
3) Mesa de descarga:
Estructura del rodillo de descarga : Soldadura en ángulo, tipo tambor (sin potencia)
Tamaño del material del rodillo de descarga : 2000mm * 2pcs
4) Máquina de engarce:
iii. Rodillos guía delanteros y traseros : ajustables
| Materia prima | Tipo | Chapa galvanizada |
| Espesor | 1.5mm | |
| Rendimiento | velocidad | Máx. 18m/min |
| Desenrollado | Tipo | Hidráulico |
| Capacidad | 4T | |
| Máquina principal | Estación de bobinas principal | 16 |
| Unidad principal | Motor hidráulico o servomotor | |
| Tipo de transmisión | Cadena | |
| Corte | Tipo de cortador | Hidráulico |
| Material del cortador | Cr12 |


