

Máquina de alimentación y nivelación -----> Servo alimentación + (punzón de 160T) ------> Guía de alimentación ------> Perfilado -------> Cizalla hidráulica (Servo seguimiento) -----> Mesa de descarga.

III. Componentes de la línea de máquinas:
1) Desenrollador : desenrollado pasivo, tensado hidráulico
2) Carga de la máquina desbobinadora : 5 MT
3) Diámetro interior del rodillo de soporte de la máquina desbobinadora: φ508 mm
4) Rango del rodillo de soporte: φ450-530 mm
5) Potencia del sistema hidráulico del desenrollador: 1.5 KW
6) Bomba de aceite del sistema hidráulico del desenrollador: bomba de engranajes o bomba de paletas
7) Estructura del mecanismo de nivelación: alimentación de pellizco de dos rodillos, nivelación de siete rodillos
8) Diámetro del rodillo de nivelación: aproximadamente φ70mm
9) Material del rodillo de nivelación: 40Cr de alta calidad
10) Método de tratamiento térmico del eje de nivelación: tratamiento de enfriamiento superficial de alta frecuencia

1) Modelo del alimentador : NC-500
2) Potencia del servomotor : 3 KW + reductor planetario (1:7)
3) Punzón : 160T
4) Matriz de perforación: 1 set (matriz continua)
5) Material del molde superior e inferior: SKD11
6) Método de tratamiento térmico de los moldes superior e inferior: tratamiento de temple (HRC58-62)
7) Material de la plantilla: Acero al carbono nº 45 templado y revenido después del rectificado.

(Esta imagen es solo de referencia)
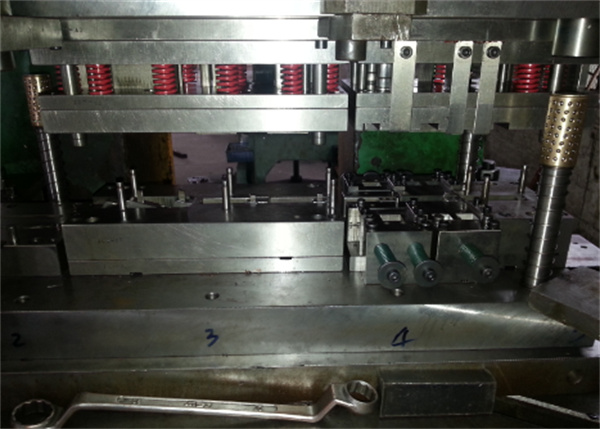
(Imagen del molde como referencia)
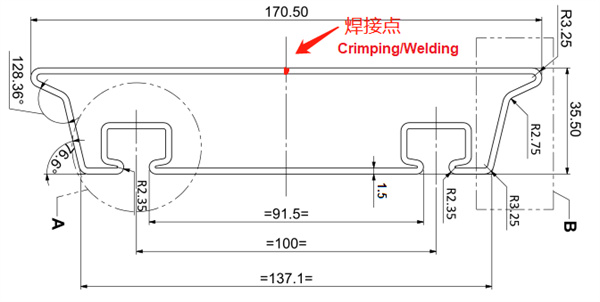
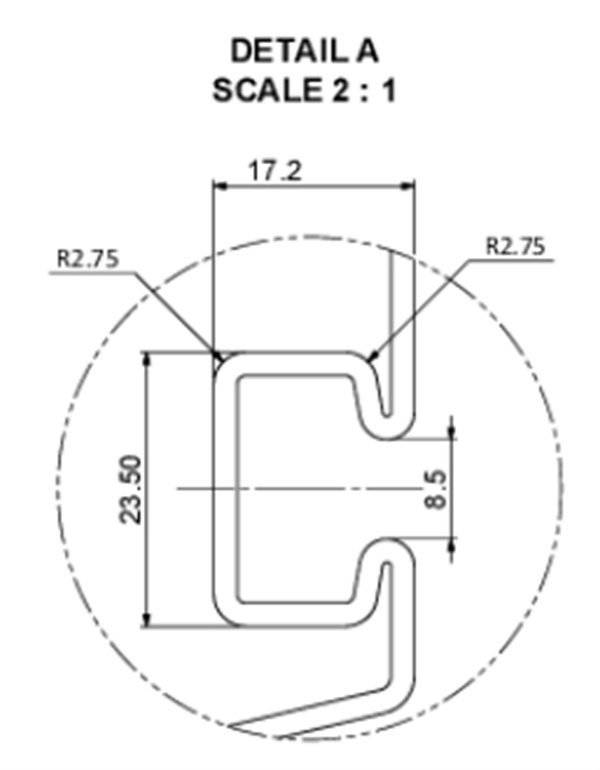
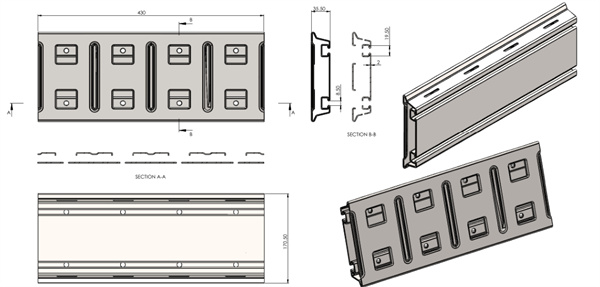
1) Sección del perfil: sujeto a la confirmación de ambas partes
2) Placa aplicable: Material : Acero HR (bobina) laminado en caliente
Grado del material: S550MC, HSFQ 550
Rango de YS (mín. y máx.) Resistencia a la fluencia: 350 - 650 Mpa
Gama de espesores : (1,2 - 1,5) mm
Ancho de la bobina (máx.): 600 mm
Peso de la bobina : 10 MT (máx.)
Rango de longitud : (250 - 3000) mm
3) Ancho de la hoja : sujeto a la máquina de prueba real
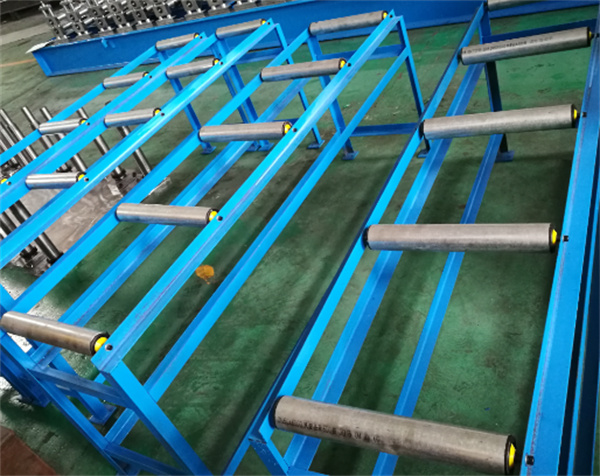
4) Marco: acero en forma de I de alta calidad después del tratamiento de envejecimiento (procesamiento de la fresadora de pórtico CNC)
5) Forma de la máquina formadora : Transmisión de cadena Torii
6) Velocidad lineal de la máquina formadora : 0-10 m\min
7) Número de canales de moldeo : 36 canales
8) Potencia del motor principal: 22 KW
9) Reductor : Reductor de engranajes endurecido (serie K)
10) Material del eje: tratamiento de temple y revenido de alta calidad 40cr (HB220-260)
11) Diámetro del eje : Φ70 (rectificado de súper precisión después del torneado CNC)
12) Molde de rodillo : 1 set
13) Material de los rodillos: Gcr15 (procesamiento CNC, cromado duro en la superficie)
14) Método de tratamiento térmico de los rodillos: tratamiento de enfriamiento (HRC58-62)
El compresor de aire debe equiparse por separado. (El caudal es de 0,5m3/min; la presión es de 0,6MPa).


| Materia prima | Tipo | Chapa galvanizada |
| Espesor | 1.2-1.5mm | |
| Rendimiento | velocidad | Máx. 10m/min |
| Desenrollado | Tipo | Hidráulico |
| Capacidad | 10T | |
| Máquina principal | Estación de bobinas principal | 7 |
| Unidad principal | Motor hidráulico o servomotor | |
| Tipo de transmisión | Cadena | |
| Corte | Tipo de cortador | Hidráulico |
| Material del cortador | Cr12 |


