
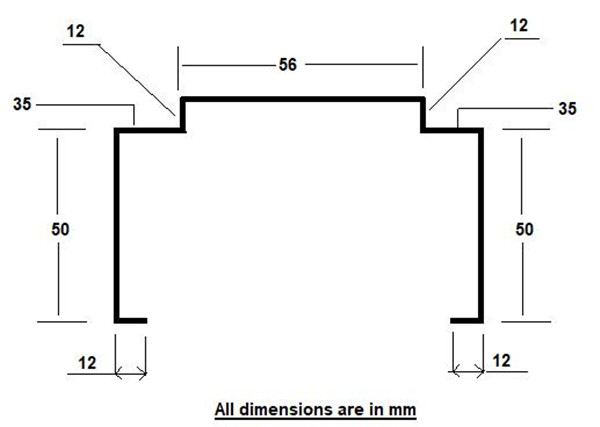
PERFIL - 1:
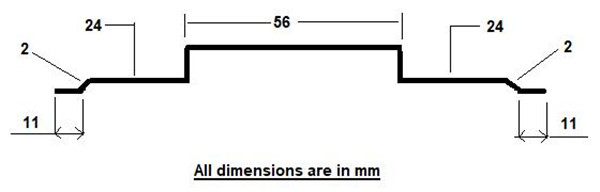
PERFIL - 2:
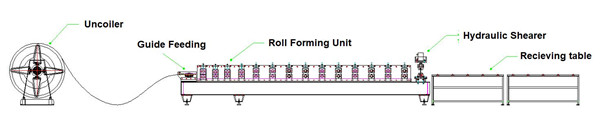
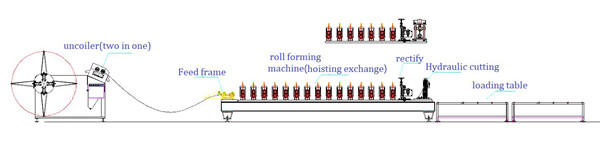
Descarga pasiva -----> Alimentación de guías -----> Perfilado -----> Cizallado hidráulico -----> Mesa de descarga.
III. Detalles de los componentes de la máquina:
1) Desenrollador: Alimentación pasiva, expansión manual
2) Peso de la carga: 5T
3) D.I. de la bobina del desenrollador 508mm
4) Rango de enrollado: 450-530mm
5) Sistema de control eléctrico del desenrollador: los principales componentes eléctricos adoptan marcas conocidas
6) 2 rodillos de pellizco, 7 rodillos de nivelación
7) Diámetro del rodillo de nivelación: aproximadamente φ 52.5mm
8) Material del rodillo de nivelación: calidad 40Cr
9) Tratamiento térmico del eje de nivelación: tratamiento de enfriamiento superficial de alta frecuencia

1) Marco principal: Acero de alta calidad después de soldar y templar
2) Tipo de máquina formadora: transmisión por cadena de la casa de pie de hierro fundido (intercambio de elevación), diagrama de intercambio

3) Material del eje: 40Cr
4) Diámetro del eje: Φ70 (Rodamiento HRB)
5) Potencia del motor: 11KW (reductor de superficie endurecido)
6) Velocidad de la línea de la máquina formadora: 0-15 m\min (excluyendo el tiempo de corte)
7) Número de rodillos: Elevación de la unidad correspondiente cuando se producen diferentes tamaños:
Perfil 1: número de rodillos: 15 (más el mecanismo de rectificación)
Perfil 2: número de rodillos: 7 (más mecanismo de rectificación)
8) Espesor de laminación: 1,5-2,0mm (hojas CR, MS)
9) Anchura expandida del material laminado: prevalecerá la anchura real de la placa de prueba
10) Precisión de la longitud : ±1mm
11) Material del rollo: Gcr15
12) Agudeza del cromado duro del rodillo: 0,05 mm



Diagrama esquemático del cambio de unidad (Roll Cassette):
(La imagen es solo para referencia, sujeta al diseño real)
Perfil 1:
(1) Tipo de corte: corte hidráulico a 45° después del conformado (sin chatarra)
(2) Cuchillas de corte: 1 par
(3) Material del tipo de corte de conformación: Cr12M0V
(4) Tratamiento térmico de la hoja de corte: tratamiento de temple (HRC58-62)

Perfil 2:
(1) Tipo de corte : Corte hidráulico después de la formación (con chatarra)
(2) Cuchillas de corte : 1 par
(3) Material del tipo de corte de conformación : Cr12M0V
(4) Tratamiento térmico de la hoja de corte : tratamiento de temple (HRC58-62)

(5) Potencia del motor de la estación hidráulica 5.5kw
(6) Bomba de aceite de la estación hidráulica: bomba de paletas
(1)Tamaño de la mesa de descarga: 2000mm * 2 piezas
(2)Estructura de la mesa de descarga: Estructura de rodillos, soldadura de acero en ángulo, sin energía.

La máquina principal se compone de la formación de rodillos de desenrollado pasivo (incluyendo la alimentación de la guía, el mecanismo de corte hidráulico), la plataforma de carga, el sistema hidráulico, el sistema de control electrónico, etc.
| Materia prima | Tipo | Chapa galvanizada |
| Espesor | 1.5-2.0mm | |
| Rendimiento | velocidad | Máx. 15m/min |
| Desenrollado | Tipo | Ampliación manual |
| Capacidad | 5 T | |
| Máquina principal | Estación de bobinas principal | 7 |
| Unidad principal | Motor hidráulico o servomotor | |
| Tipo de transmisión | Cadena | |
| Corte | Tipo de cortador | Hidráulico |
| Material del cortador | Cr12 |


