
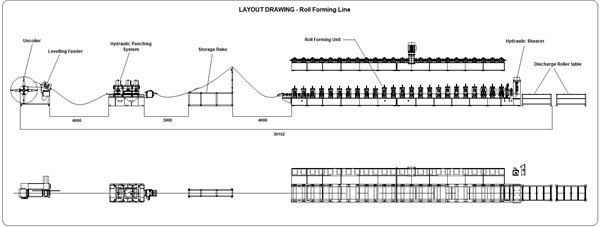
Desenrollador pasivo (con alimentador de nivelación) ------> Alimentación de guía ------> Punzonado hidráulico (servo) ------> Estantería de almacenamiento ------> Perfilado (incluyendo alimentación de guía) ------> Cizalla hidráulica (corte longitudinal) ------> Mesa de descarga (recepción).
III. Componentes de la línea de máquinas:
(1) Desenrollador : Desenrollado pasivo, tensado hidráulico
(2) Carga del desbobinador: 10 T
(3) Diámetro interior del rodillo de soporte de la máquina desbobinadora: φ508mm
(4) Roll support range : φ450-530 mm
(Personalizado según los requisitos del cliente)
(5) Potencia del sistema hidráulico del desbobinador 3 KW
(6) Bomba de aceite del sistema hidráulico del desenrollador: bomba de engranajes o bomba de paletas
(7) Estructura del mecanismo de nivelación: alimentación de pellizco de dos rodillos, nivelación de siete rodillos de nivelación
(8) Diámetro del rodillo de nivelación: aproximadamente φ100mm
(9) Material del rodillo de nivelación: alta calidad 40Cr
(10) Método de tratamiento térmico del eje de nivelación: tratamiento superficial de alta frecuencia de enfriamiento
(1) Especificación del servo alimentador : NC-300
(2) Potencia del servo alimentador: 3.7 KW
(3) Marca del servomotor: Super sincrónico (Beijing)
(4) Mecanismo de perforación hidráulica de la columna guía: 2 estaciones
(5) Matriz de perforación : (GC901-2)* 2 sets (cambio de moldes para diferentes versiones)

(6) Material de la plantilla superior e inferior de la matriz de perforación: acero al carbono de alta calidad nº 45
(7) Material del molde superior e inferior : Cr12Mov o SDK11
(8) Dureza del tratamiento térmico de los moldes superior e inferior : HRC58-62
(9) Potencia del sistema hidráulico: 30 KW
(10) Método de refrigeración del sistema hidráulico: refrigeración por aire
(11) Bomba de aceite de la estación hidráulica: bomba de paletas o bomba de émbolo

(1) Soldadura de tubo cuadrado : 40 x 40mm
(2) Material del rodillo : 40cr



(sin energía)

La máquina principal del equipo está compuesta por un desenrollador pasivo, un mecanismo de servopunzonado, una máquina perfiladora (que incluye un mecanismo de alimentación guiada y de corte hidráulico), una plataforma de descarga, un sistema hidráulico, un sistema de control electrónico, etc.
IMAGEN DE LA MÁQUINA:
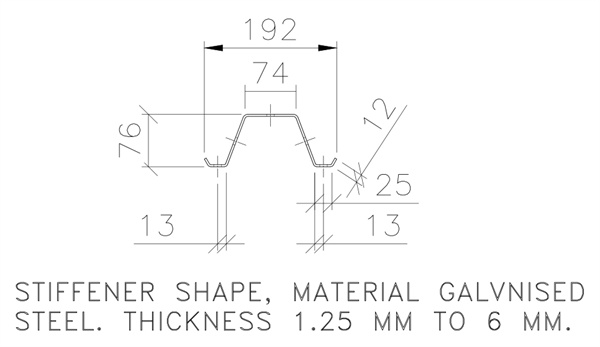
| Materia prima | Tipo | Chapa galvanizada |
| Espesor | 1,25-6mm | |
| Rendimientovelocidad | Máx. 10m/min | |
| Desenrollado | Tipo | Hidráulico |
| Capacidad | 10T | |
| Máquina principal | Estación de bobinas principal | 14 |
| Unidad principal | Motor hidráulico o servomotor | |
| Tipo de transmisión | Cadena | |
| Corte | Tipo de cortador | Hidráulico |
| Material del cortador | Cr12 |


