
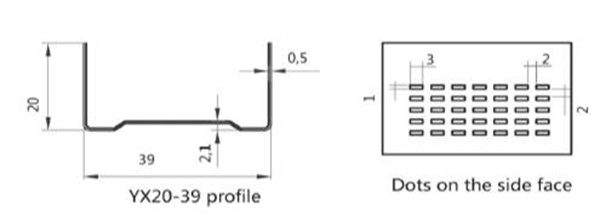
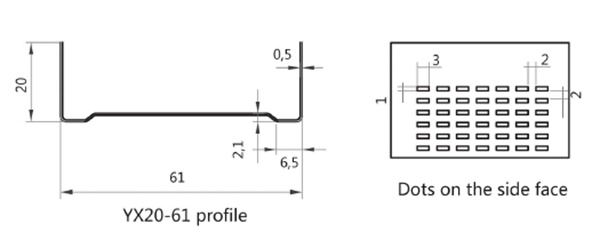
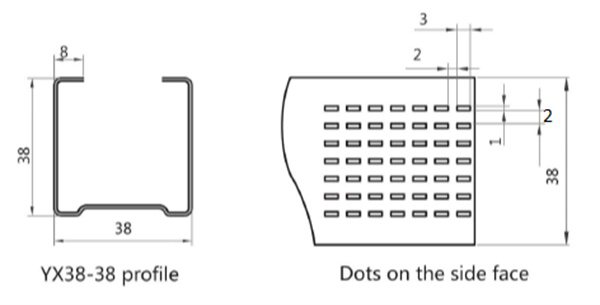
I. Profile drawing: (according to confirmation by both parties)
Profile 1:
Profile 2:
Profile 3:
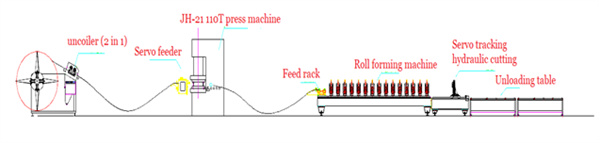
II. Process flow:
Passive uncoiling (Uncoiling Leveling 2 in 1) → 110T press machine(servo feeding) → Roll forming(Including guide feed ) → Length cutting (Servo tracking) → unloading
III. Machine Component details:
1. Uncoiler:
(2) Uncoiler : Passive feeding, hydraulic expansion
(3) Loading Weight : 5 T
(4) Uncoiler Coil I. D : 508mm
(5) Rolling range : 450-540mm
(6) Uncoiler hydraulic system power :1.5 KW
(7) Uncoiler hydraulic system oil pump : Gear pump or vane pump
(8) 2 roll pinch, 7 roll leveling
(9) Leveling roller Diameter : about φ 52.5mm
(10) Leveling roller material : quality 40Cr
(11) Leveling shaft heat treatment : surface high-frequency quenching
treatment

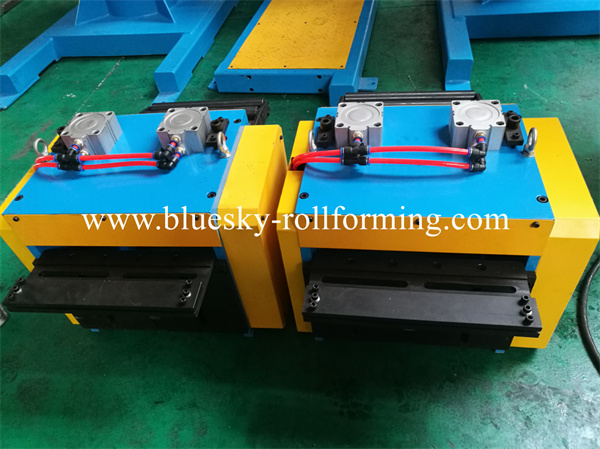
2. Servo punching hole mechanism:
(1) Press machine : 110T (JH21)-(WORLD BRAND)
(2) Feeder servo motor power : 1.9KW + planetary reducer
(3) Mold : 1 set
(4) Punching hole mold upper and lower template material: high quality 45 # carbon steel
(5) Upper and lower mold material : Cr12Mov or SDK11
(6) Upper and lower mold Heat treatment : quenching HRC58-60


3. Roll Former
(1) Main frame : High quality steel after welding and tempering

(2) Forming machine type: cast iron standing house chain transmission.

(3) Shaft material : 40Cr quenching and tempering treatment (HB220-260)
(4) Shaft diameter : Φ70 (HRB Bearing)
(5) Forming machine motor power : 11 KW (Hardened surface reducer)
(6) Forming machine line speed : 0-30m\min
(7) Roller way nos : 15 nos
(8) Thickness : 0.8-1.5mm (GI Sheets, Cold Rolled Sheets)
(9) Raw material width : width of the actual test plate shall prevail
(10) Length : ±1.5mm
(11) Roll material : Gcr15 quenching treatment (HRC58-62)
(12) Roll hard chromium plating acuity 0.05 mm
4. Length cutting mechanism
(1) Cutting type : Hydraulic cutting servo tracking after forming
(2) Servo motor power : 4KW
(3) Forming cutting blades : 3 pairs (replace the blade when producing different size)
(4) Forming cut type material : Cr12M0V
(5) Heat treatment of cut blade : quenching treatment (HRC58-62)

(6) Motor power of hydraulic station : 5.5 KW
(7) Hydraulic station oil pump : vane pump

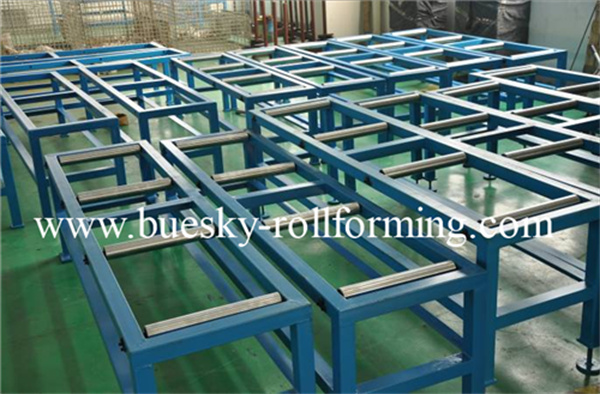
5. Unloading table:
(1) Unloading table size : 1500mm x 2 pcs
(2) Unloading table structure : Roller structure, angle steel welding, no power.
(3) Voltage : 380V, 50Hz, 3phase (as per user)
IV. Equipment Structure
The main machine is composed of Passive Uncoiler, Servo punching hole mechanism, roller forming (Including guide feeding, Length cutting mechanism), loading table, hydraulic system, electronic control system, etc.
Machine Photo:
| Raw Material | Type | Galvanized Sheet, Cold Rolled Sheet |
| Thickness | 0.8-1.5mm | |
| Performance | Speed | Max. 30m/min |
| Uncoiler | Type | Hydraulic |
| Capacity | 5 T | |
| Main Machine | Main Roller Station | 15 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Chain | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


