

RNS Upright Sr 70*65mm

RNS Upright Sr 90*65mm

RNS Upright Sr 90*65mm

RNS Upright Sr 70*65mm

RNS Upright Sr 110*65mm

RNS Upright Sr 120*65mm

RNS Upright Sr 150*65mm

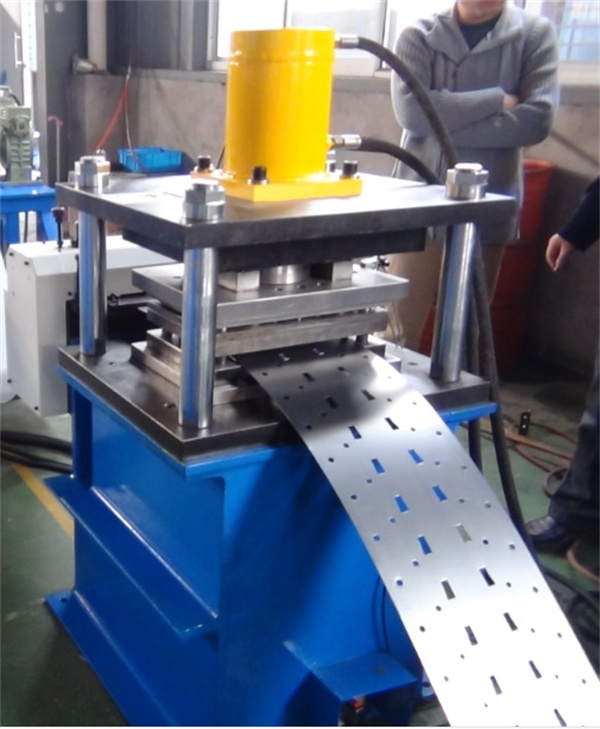
Desenrollado automático ----> Pinchado y nivelado ----> Punzonado hidráulico (servo) ----> Perfilado -----> Corte de longitud fija (servo seguimiento) -----> Mesa de descarga.

III. Datos del componente principal:
1). Desenrollador: desenrollado automático, tensado hidráulico
2). Carga del desenrollador : 4 T
3). Diámetro interior del desenrollador : 508 mm
4). Rango de rodillos de apoyo : φ450-540 mm
5). Potencia del sistema hidráulico del desenrollador : 2.2 KW
6). Bomba de aceite del sistema hidráulico del desenrollador : bomba de engranajes o bomba de paletas

1). Pellizco de dos rodillos, nivelación de siete rodillos
2). Diámetro del eje de los rodillos de nivelación: aproximadamente 90mm
3). Material del rodillo de nivelación : alta calidad 40Cr
4). Tratamiento térmico del eje de nivelación: tratamiento de enfriamiento superficial de alta frecuencia
5). Potencia del motor de la máquina niveladora : 3 KW
6). Reductor : engranaje de tornillo sin fin
1). Potencia del servo alimentador: 1,9 KW
2). Mecanismo de punzonado hidráulico de la columna guía: estación única
3). Potencia del sistema hidráulico : 11 KW
4). Sistema hidráulico con refrigeración por aire
5). Matrices de perforación : 7 pares (sustitución de matrices para diferentes perfiles)

6). Material de la plantilla superior e inferior del molde de perforación: acero al carbono 45 de alta calidad.
7). Material del molde superior e inferior: Cr12Mov o SDK11.
8). Dureza del tratamiento térmico de los moldes superior e inferior : HRC58-62
1). Marco: tratamiento de templado después de la soldadura de acero de alta calidad
2). Bastidor de alimentación de tubos : volante lateral

3). Forma de la máquina formadora : transmisión de la caja de cambios de hierro fundido
4). Material del eje : tratamiento de temple y revenido de 40Cr (HB220-260)
5). Diámetro del eje : Φ80 (cojinete Harbin)
6). Potencia del motor de la máquina formadora : 18.5 KW
7). Velocidad lineal de la máquina formadora : 0-20 metros \ min.
8). Número de carriles de formación : unos 18 carriles (con corrección)
9). Espesor : 2-2.5mm
10). Anchura de desenrollado del material laminado: véase la tabla plana para los detalles (prevalecerá la anchura real de la placa de la máquina de ensayo)
11). Fijación de la longitud : ± 1,5mm
12). Molde de formación de rollos : 1 set (producir 7 especificaciones, reemplazar el looper)
13). Material del rollo : Gcr15 tratamiento de temple (HRC58-62)
14). Cromado duro del rodillo : ≥ 0,05mm
15). Bomba de aceite de la estación hidráulica : bomba de paletas
16). Método de cizallamiento : no hay residuos de corte hidráulico (servo seguimiento)
17). Molde de cizalla : 7 sets (las cuchillas deben ser reemplazadas cuando se producen diferentes especificaciones)
18). Material del molde de moldeo y corte : Cr12M0V
19). Tratamiento térmico de la cuchilla de corte : tratamiento de temple (HRC58-62)
20). Potencia del servomotor : 3 KW
21). Estación hidráulica : circuito simple
22). Potencia del sistema hidráulico : 7,5 KW
23). Bomba de aceite de la estación hidráulica : bomba de paletas

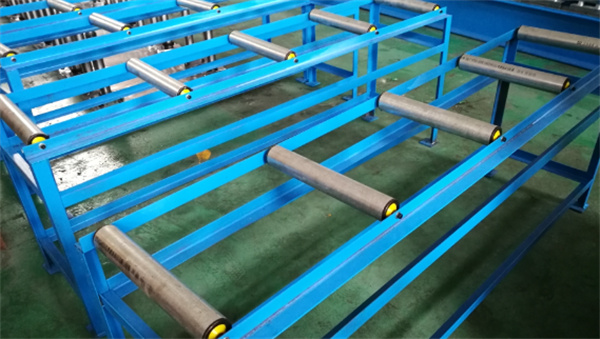
Estructura del rodillo de recepción : Soldadura en ángulo, tipo tambor (sin potencia)
Tamaño del material del rodillo receptor : 1500mm x 2pcs
IV.Estructura del equipo:
La máquina principal está compuesta por el desenrollador, la perfiladora (incluyendo el nivelador, la mesa de corte y descarga hidráulica), el sistema hidráulico, el sistema de control eléctrico, etc.
| Materia prima | Tipo | Chapa galvanizada |
| Espesor | 2-2.5mm | |
| Rendimiento | Tipo | Máx. 20m/min |
| Desenrollado | Capacidad | Hidráulico |
| Capacidad | 4 T | |
| Máquina principal | Estación de bobinas principal | 7 |
| Unidad principal | Motor hidráulico o servomotor | |
| Tipo de transmisión | Cadena | |
| Corte | Tipo de cortador | Hidráulico |
| Material del cortador | Cr12 |


